













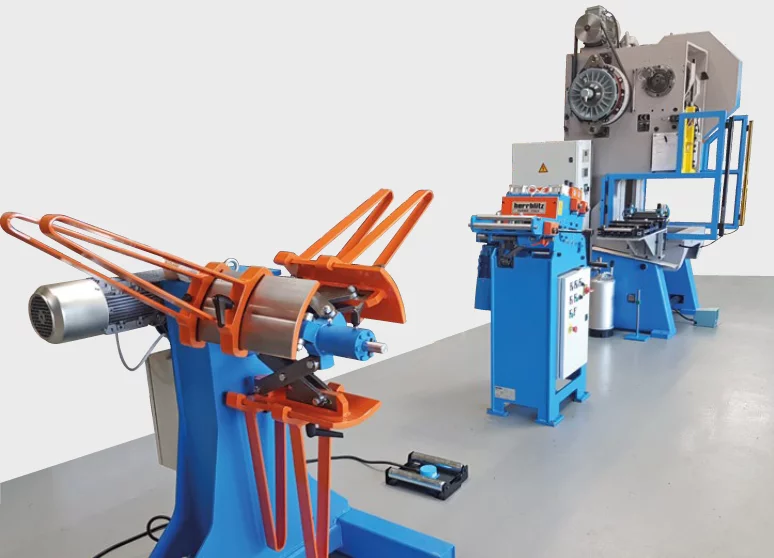
Lignes de production
AVEC DÉROULEUR, REDRESSEUR, AMENAGE
EMG étudie des différentes lignes complètes de production : lignes amenage de bande, lignes d’amenage de fil, lignes de découpe en longueur intégrant une large gamme de dérouleurs, redresseurs et s’adaptant à tout type de matière et dimensions de bandes.
EMG PRESSE réalise sur-mesure toutes lignes complètes de fabrication
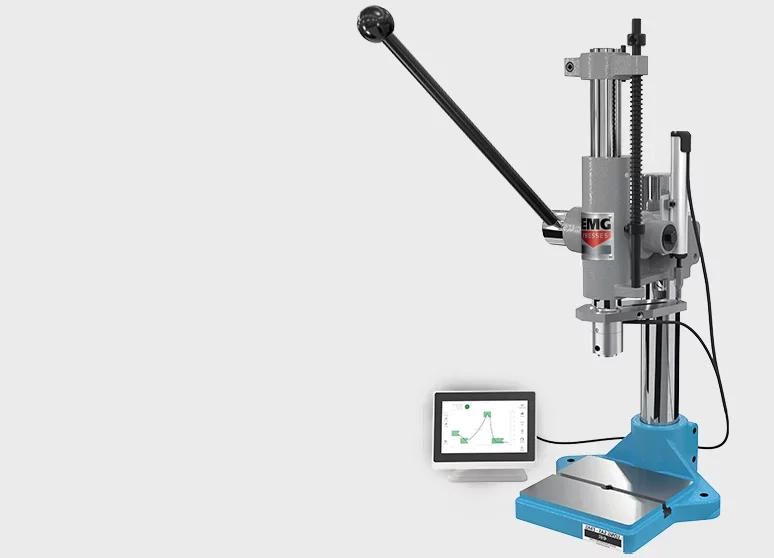
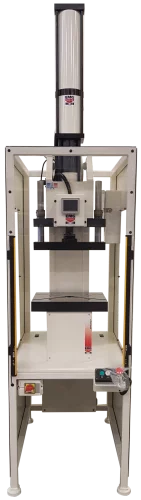
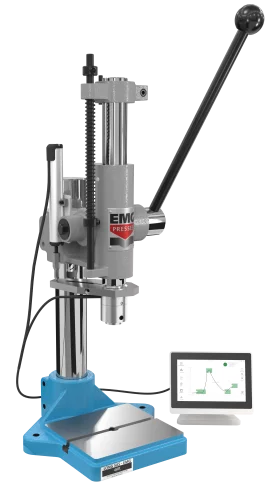
Gestion de l’effort
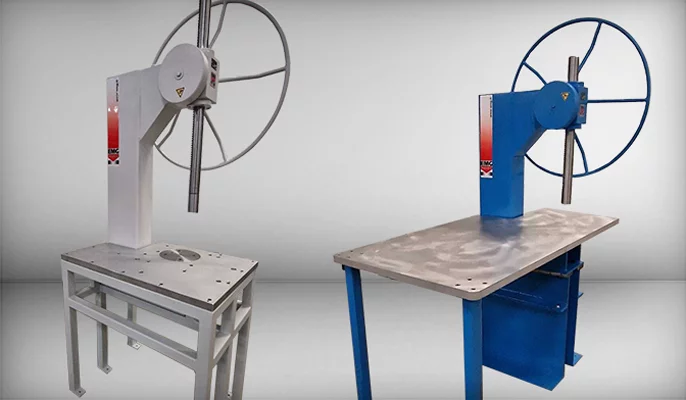
DES PRESSES MANUELLES ET PNEUMATIQUES
EMG propose tout type de gestion de l’effort et/ou du déplacement grâce à des solutions de capteur de force et de déplacement adaptées à chaque besoin, pour un contrôle des pièces à 100 %.
Contrôle qualité permanent, maîtrise des process de fabrication, traçabilité totale et surveillance de production.


Fabricant français de presses industrielles
Constructeur au savoir-faire reconnu, EMG est une entreprise familiale qui a développé en 3 générations une large gamme de produits et services appréciée par les industriels du monde entier. Utilisées avec succès depuis 1966 dans de nombreux secteurs de l'industrie, les presses EMG font du fabricant un partenaire de premier rang, proposant des équipements synonymes de précision et d'endurance.
L'espace essais EMG pour vos echantillons EMG propose à ses clients au siège social de l'entreprise un show room et un laboratoire d'essais attenant à nos ateliers de fabrication, permettant d'utiliser et manipuler l'ensemble de nos modèles. C'est dans ce service que sont réalisés chaque semaine tous les tests sur presse à partir des échantillons soumis par nos clients et futurs acquéreurs.
“Des arguments de poids”du standard au sur-mesure Les opérations les plus diverses sont exécutées en souplesse grâce à la réserve de puissance de chaque modèle de presse industrielle et une précision de l'ensemble très rigoureuse. Toute la gamme EMG offre un large choix d’options et d’adaptations pour répondre aux nécessités de chaque application : la société LONG s'engage ainsi à concevoir et équiper les machines spéciales exigées par les activités spécifiques de chaque métier.
Certifiées ISO-9001 depuis 2000, les presses EMG sont livrées avec manuel de service, attestation de conformité CE et plans. Elles bénéficient d'une garantie totale d'un an, pièces, main d'oeuvre et déplacement.